HUM, as in all edible oil technologies, pioneers all companies in the market in extraction systems. The extraction systems, which HUM has developed and installed, are operating trouble free in the world.
HUM, which has been actively operating in the field of solvent based oil seed extraction, is proud of his reference of tens of solvent extraction plants with capacity between 50 and 5.000 tons/day installed worldwide.
Based on his experience and the regular appearance in the market, HUM solvent extraction technology is being progressed continuously in order to meet the needs of the customers.
The distinguishing properties of our solvent extraction plant:
-
Ease at operation
-
Minimum personnel requirement
-
High automation,
-
Low consumption
-
Low cost of maintenance
-
Compliant with all standard oil seed process
-
Long drainage zone assures low solvent carry over to DTDC
-
Automatic miscella filter assures always clean full miscella
-
Very efficent mineral oil absorption system quaranties very low hexan in air.
-
PLC circuits can be changed easily via internet
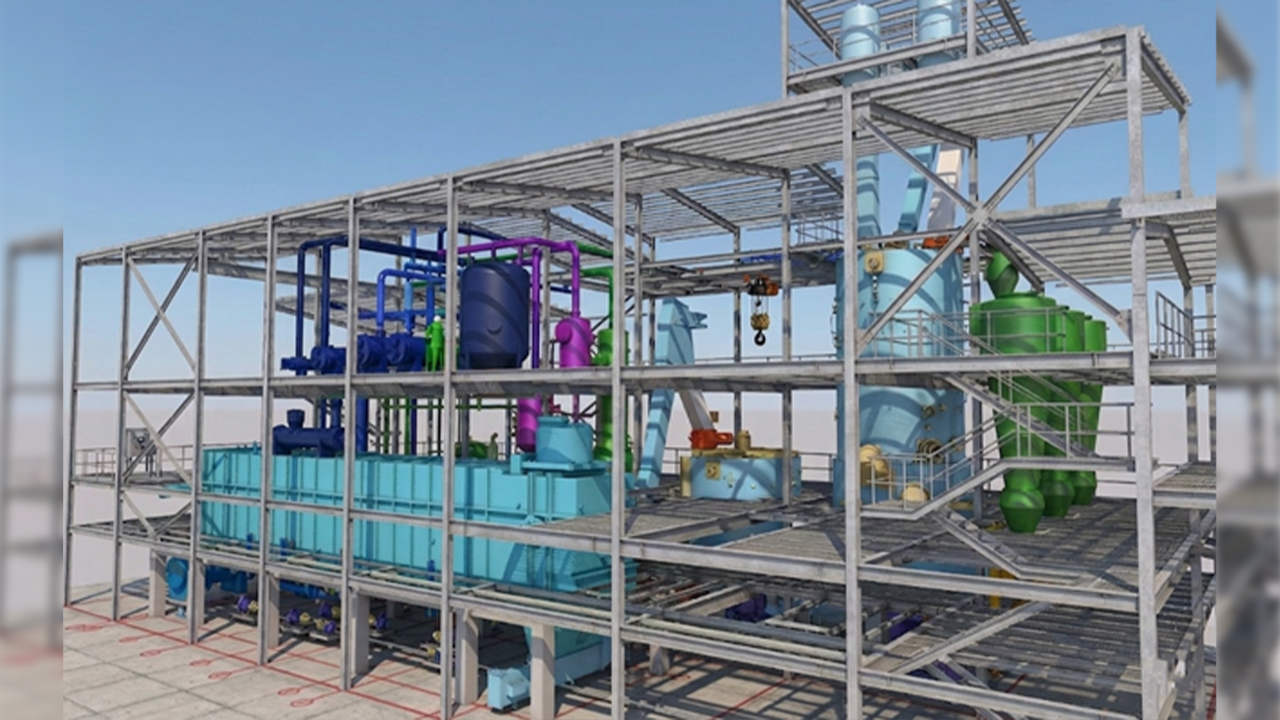
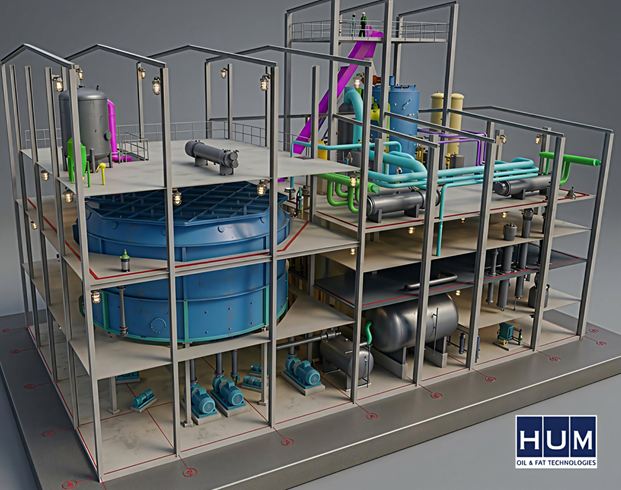
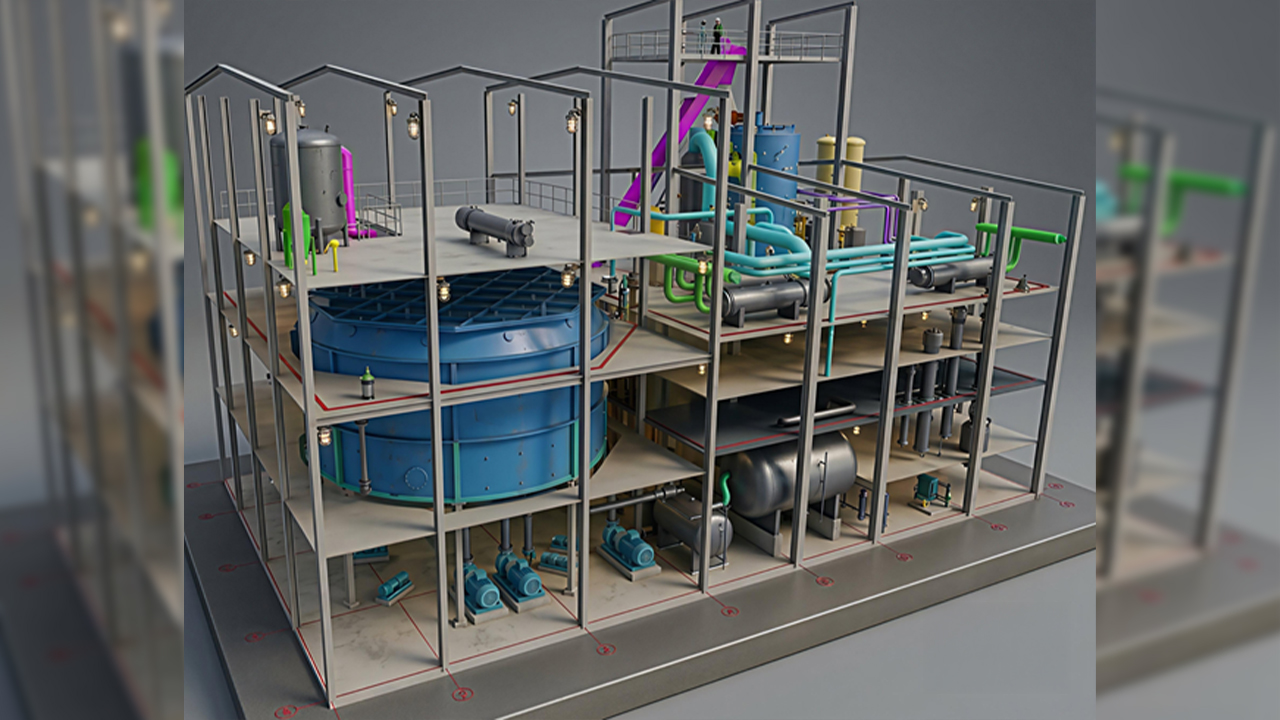
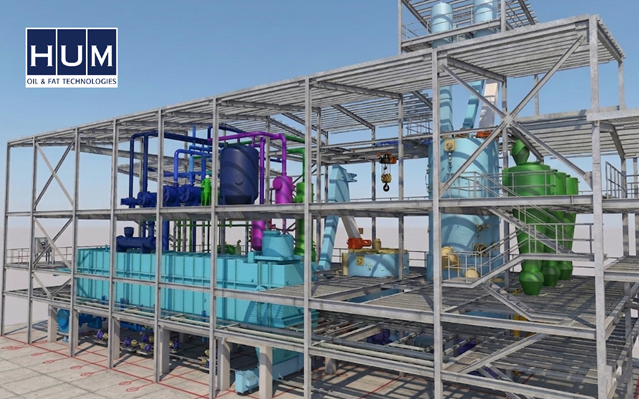
HUM Extraction Unit has the following process steps;
-
HUM Extractor, to thermally and mechanically gentle to feed and product produces high yields of perfect extracts, the concentration difference and thereby the extraction effect are at an optimum, resulting in low residual oil contents in the meal.
-
HUM DTDC, to remove the solvent from the solvent-laden meal, toast the meal to control anti nutritional factors, and reduce the moisture and temperature of the meal to levels appropriate for storage and transport.
-
HUM Miscella Distillation, to thermally separate the miscella into a liquid oil fraction and solvent vapor fraction
-
HUM Solvent Recovery, to condense the solvent vapor and water vapor, and then physically separate the liquid water from the liquid solvent such that the solvent can be recycled back to the extractor, and the waste water can be safely discharged from the plant
-
HUM Mineral Oil Absorption System, to absorb the residual solvent out of this effluent air stream to less than 1% by weight of solvent before it is safely discharged to atmosphere
-
HUM Zero Effluent Discharge System, to eliminate the wastewater from your solvent extraction plant.














 HUM Extractor Brochure
HUM Extractor Brochure











.jpg)
.jpg)